


Aus Altblech wird Hightech-Bauteil
An der TU Dresden entsteht ein völlig neuer Ansatz für das Wiederverwenden von Metallbauteilen. Im neu unterstützten Projekt «2nd Life Metal Components» werden alte Metallbauteile nicht eingeschmolzen, sondern präzise zerschnitten, neu geformt und laserveredelt. So erhalten Bauteile nicht nur ein zweites Leben, sondern auch bessere Eigenschaften als zuvor.
Der Kochtopf, die Konservendose, das Handygehäuse und die Motorhaube eines Autos sind bloss vier Beispiele von Abertausenden: Viele unserer wichtigsten Alltagsgegenstände bestehen aus Metallen. Sie sind robust und langlebig – und verglichen beispielsweise mit Kunststoffen gut rezyklierbar. Doch um sie wiederverwendbar zu machen, werden Metallbauteile heute grösstenteils eingeschmolzen. «Der Grossteil des Energieaufwandes zur Herstellung eines neuen Bauteils wird für das Betreiben der Schmelzöfen benötigt», sagt Alexander Brosius, Professor für Formgebende Fertigungsverfahren an der Technischen Universität (TU) Dresden.
Gemeinsam mit Andrés Fabián Lasagni, Professor für Laserbasierte Fertigung an der TU Dresden, will Brosius die Wieder- und Weiterverwendung von Metallbauteilen nachhaltiger machen. Im Projekt «2nd Life Metal Components» entwickeln sie Methoden, um den Einschmelzprozess zu umgehen und um die Eigenschaften der rezyklierten Metallteile gezielt zu verbessern. Die Werner Siemens-Stiftung unterstützt das innovative Vorhaben in den kommenden acht Jahren mit insgesamt 13 Millionen Euro.
Wie der neuartige Ansatz funktioniert, demonstriert das Team in der Versuchshalle und in den Labors auf dem Campus der TU Dresden. Alexander Brosius hat die alte Ölwanne eines Nutzfahrzeugs als Anschauungsbeispiel mitgebracht. Es handelt sich um ein Metallbauteil von der Grösse eines Wäschekorbes, aber mit mehreren Vertiefungen und Erhöhungen. Solche Metallteile möchten die Forschenden künftig Stück für Stück auftrennen, aufbereiten und zu neuen Bauteilen umformen.
Schnittplanung mit 3D-Scanner
Was einfach klingt, erfordert eine komplexe Kette von Prozessschritten, die in den kommenden Jahren aufgebaut wird. «Als Erstes müssen wir entscheiden, welche Teile wir wofür weiterverwenden können», erklärt Brosius. Die Ölwanne etwa besitzt einen flachen Boden, der sich gut als Bestandteil eines neuen Werkstücks eignet. Sie hat aber auch Krümmungen, Rillen und Unregelmässigkeiten, die eine Weiterverwendung erschweren.
Brosius fährt mit dem Finger einigen Biegungen entlang. «Hier und hier könnte man schneiden und dann das Blechteil in die Fläche drücken», sagt er. Flache Blechstücke sind die Voraussetzung, um neue Platten, sogenannte Platinen herzustellen, aus denen durch Umformen das gewünschte Bauteil entsteht. Das Schneiden an den richtigen Stellen verhindert, dass sich beim Flachpressen – das Team nutzt für diesen Vorgang die Bezeichnung Planarisieren – eines ausgedienten Werkstücks Falten und Risse bilden.
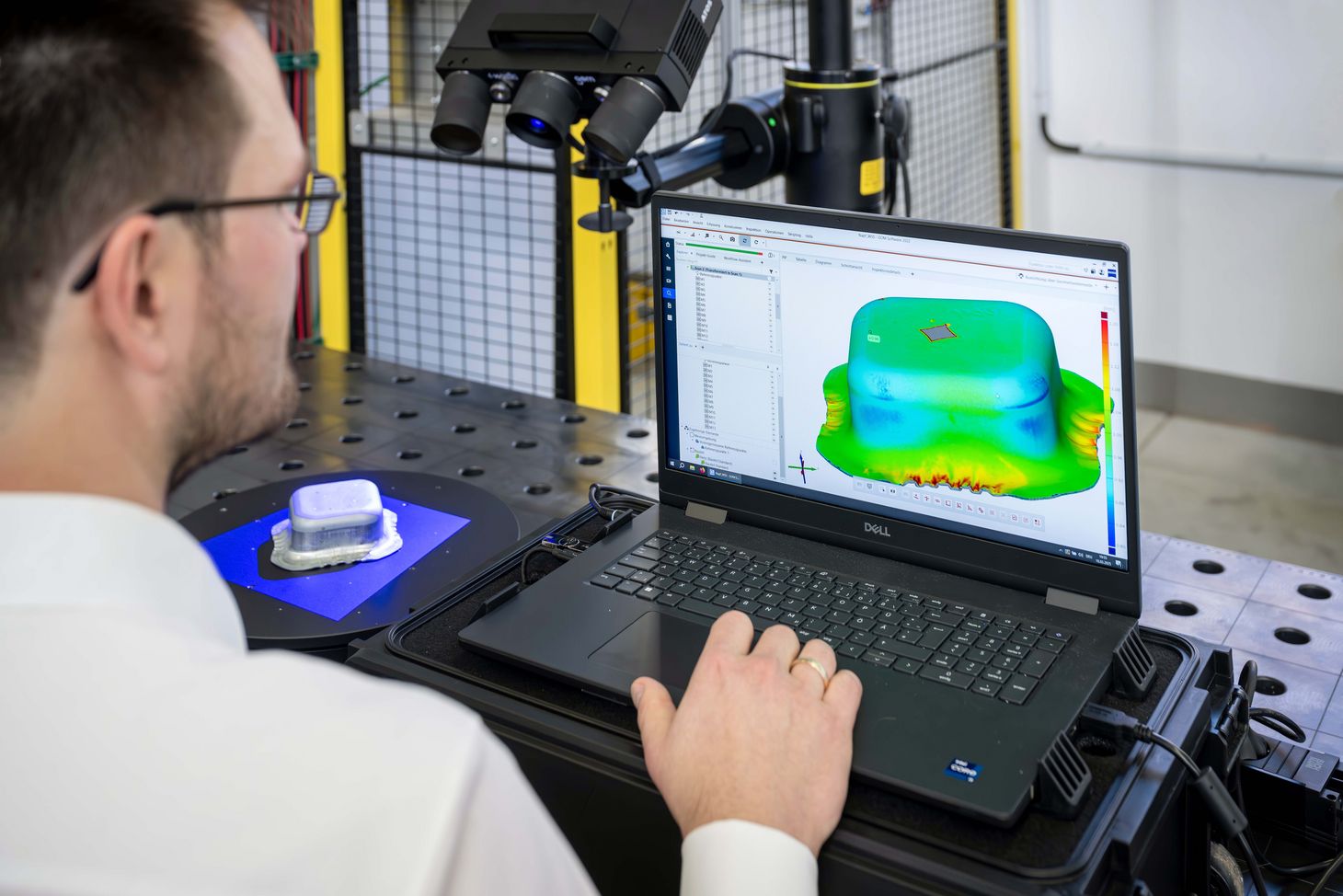
Für industrielle Prozesse reicht es natürlich nicht, die Schnittstellen im alten Metallbauteil mit blossem Auge zu ermitteln, wie Alexander Brosius es im Ölwannen-Beispiel tut. Der Entscheid für die Schnittplanung muss auf einer möglichst genauen Datenlage erfolgen und automatisiert ablaufen. Dazu entwickelt Brosius‘ Team ein 3D-Scan-System. Um es vorzuführen, haben die Forschenden ein Aschenbecher-förmiges Metallbauteil auf einen Drehteller gestellt. Während sich das Objekt dreht, wird es mithilfe von Laserlicht von allen Seiten vermessen. Die Laserstrahlen erzeugen dabei ein streifenförmiges Muster. Jede Erhebung, Vertiefung oder Krümmung im Bauteil führt zu einer charakteristischen Veränderung des Streifenmusters. Daraus lässt sich ein dreidimensionales Abbild erstellen, sodass die genaue Geometrie des Bauteiles gespeichert ist.
Schneiden und flachdrücken
Um zu entscheiden, wo die Auftrennung erfolgen soll, reichen diese Angaben jedoch nicht. Wichtig sind auch andere Eigenschaften des Bauteils. Um welches Material handelt es sich? Aluminium oder Stahl? Fester oder weicher Stahl? In welcher Stärke? Die Ölwanne beispielsweise ist zwar aus einem einzigen Blechstück gefertigt. Doch manche Partien sind dicker, andere dünner, manche fester, andere weicher. Diese Ungleichheiten entstünden im Lauf der Herstellung durch die Umformung, sagt Brosius. «Man muss sie kennen und abbilden, um zu entscheiden, wozu man ein Bauteil nutzen kann.»
Aufgrund der geplanten Schnitte berechnet nun ein Programm, wie das Blechteil aussehen wird, nachdem es in die Ebene gedrückt wurde. Erst dann erfolgt der Schnitt. Dieser Arbeitsschritt erfolgt mit einer Laserstanzanlage. Die Anlage in der Versuchshalle hat die Grösse eines Tischtennistischs. Sie enthalte eine 3D-Laserzelle, dank der sich auch dreidimensionale Strukturen auftrennen liessen, erklärt Laser-Experte Andrés Fabián Lasagni.
Tangram für Könner
Sind die Stücke eines alten Metallbauteiles aufgetrennt und in die Ebene gepresst, folgt der nächste Schritt. Aus mehreren Stücken wird eine Platine zusammengeschweisst, welche die Form, die Grösse und die Werkstoffeigenschaften hat, die es für die Umformung zu einem neuen Werkstück braucht. Die Aufgabe ähnelt dem Zusammensetzen eines Puzzles oder eines Tangrams – allerdings mit ungleich höherem Schwierigkeitsgrad. Denn Form, Grösse, Material und Blechstärke variieren von Metallstück zu Metallstück. Schon die korrekte Anordnung ist eine Herausforderung. Zudem gilt es, kritische Bereiche auf der entstehenden Platine zu beachten. Beim Umformen zu einem dreidimensionalen Werkstück wie der Ölwanne werden nämlich bestimmte Bereiche der Platine besonders stark belastet – dort dürfen keine dünnen oder zu weichen Zuschnitte eingesetzt werden.
Die Forschenden entwickeln deshalb ein Programm, das berechnet, wo auf der Platine die kritischen Bereiche liegen. Danach schlägt es vor, wie die zur Verfügung stehenden Blechteile zusammengesetzt werden können, damit möglichst wenige und gerade Schweissflächen entstehen und keine Risse beim geplanten Umformungsprozess entstehen. «Die Komplexität ist derart hoch, dass wir nicht auf reine Rechenleistung setzen», sagt Brosius. «Stattdessen arbeiten wir mit Heuristiken und Logiken, um unsere Modelle Stück für Stück zu optimieren.»
Das Zusammenschweissen geschieht mit Lasern aus dem Labor von Andrés Fabián Lasagni. Schwierig werde es, wenn dabei zwei ungleiche Teilstücke aufeinander treffen, erklärt er. «Sie können sich bei denselben Prozessparametern völlig unterschiedlich verhalten.» In solchen Fällen muss er die optischen Eigenschaften der beiden Stücke aufeinander abstimmen. Das geschieht mit einer Oberflächenstrukturierungsmethode, die Lasagni später im Prozess auch zur Verbesserung der Blechteile benutzt.

Zerrissen und zerknittert
Liegt die Blechplatine vor, geht es aber erst einmal ans Umformen zu einem neuen Bauteil. Dies geschieht durch das Tiefziehen – ein Umformverfahren, das seit rund 200 Jahren existiert und aus der Metallbearbeitung nicht wegzudenken ist. In einer Presse wird die Blechplatine an ihren Rändern zwischen einer Halterung und einer Matrize eingespannt und über einen Stempel gedrückt. So entsteht die gewünschte Bauteilgeometrie, zum Beispiel die Form der Wanne.
Eine Schwierigkeit beim Tiefziehprozess ist es, den optimalen Einspann-Grad zu finden. Sind die Randstücke zu wenig stark eingespannt, rutschen sie rasch und beginnen zu zerknittern und Falten zu werfen. Sind sie stark eingespannt, drohen sie zu zerreissen. «Deshalb werden beim herkömmlichen Tiefziehen grosse Mengen von Schmiermitteln gebraucht um Falten und Risse zu vermeiden», sagt Alexander Brosius.
Das Herzstück des Projekts
In den letzten Jahren hat er ein neues Tiefziehverfahren entwickelt, das ohne Schmiermittel auskommt. Es beruht auf wellenförmigen Vertiefungen in Halterung und Matrize, die ineinander greifen. Spannt man das Blech ein, wird die Auflagefläche kleiner und es erhält mehr Spielraum. Es rutscht beim Tiefziehprozess besser nach, bekommt kein Falten. Ohne dieses neuartige Verfahren, das sogenannte makrostrukturierte Tiefziehen, wäre das aktuelle WSS-Projekt nicht möglich. Denn dank des grösseren Spielraums beim Einspannen lassen sich auch Blechplatinen bearbeiten, die unterschiedliche Dicken aufweisen.
In der Versuchshalle haben die Forschenden eine Platine, die aus zwei verschiedenen Blechstärken besteht, in ihre Tiefziehpresse eingespannt. Auf Knopfdruck wird sie mit einer Kraft von bis zu 2300 Kilo-Newton über den Stempel gezogen. Der Vorgang dauert nur wenige Sekunden. Dann hält Alexander Brosius eine T-förmige Schale in seinen Händen. Noch sei nicht alles perfekt, sagt er, während er sie begutachtet. Er deutet auf zwei Stellen. «Hier gibt es noch leichte Wölbungen, die wir wegbekommen müssen.»
Im Rahmen des Projektes will er das makrostrukturierte Tiefziehen zudem weiterentwickeln. Statt zwischen Rillen soll das Blechstück künftig zwischen drehbaren, versetzten Kugeln eingespannt werden. Damit wären die Auflageflächen noch geringer. «Und wir können unterschiedliche Kugelgrössen verwenden. So vermeiden wir Wölbungen, die entstehen, wenn an manchen Stellen zu viel Zug auf das Blech wirkt.»
Trocken, sauber, rostfrei
Das neue Metallteil aus unterschiedlichen Altblechstücken liegt nun also vor. Doch die Forschenden wollen nicht nur rezyklieren, sondern ihre neuen Bauteile auch gezielt verbessern. Dazu kommt die Expertise der Forschungsgruppe von Andrés Fabián Lasagni ins Spiel. Lasagnis Spezialität ist die sogenannte laserbasierte Oberflächenfunktionalisierung. Er entwickelt Methoden, mit denen sich Metalle und andere Materialien Wasser-, Schmutz- oder Bakterien-abweisend machen lassen.
Dazu erzeugt er mit dem Laser sehr feine Oberflächenstrukturen, deren laterale Auflösung zwischen 1 und 10 Mikrometern liegt. Möglich werde dies mit einer hochspezifischen Methode, der Direkten Laserinterferenz-Strukturierung, erklärt Lasagni. Dabei wird der Laserstrahl aufgefächert in mehrere Teilstrahlen, die sich auf der Oberfläche zu einem Interferenzmuster überlagern. Solche Muster erzeugen Bereiche mit hoher und niedriger Laserintensität. Wo viel Laserlicht auftrifft, wird Material abgetragen, die dunklen Bereiche bleiben unberührt.
Die Eigenschaften, die sich so erzeugen lassen, sind beeindruckend. Lasagni nimmt in einem seiner Labore ein Metallstück in die Hand und sprüht Wasser darauf. Augenblicklich perlt das Wasser ab, das Metall bleibt völlig trocken. Solche wasserabweisenden Oberflächen sind hochinteressant für die Industrie – mit dem Wasser perlen auch Schmutzpartikel ab, das Blech wird korrosionsbeständig. Antimikrobielle Oberflächen wiederum sind beispielsweise in der Medizintechnik wichtig.
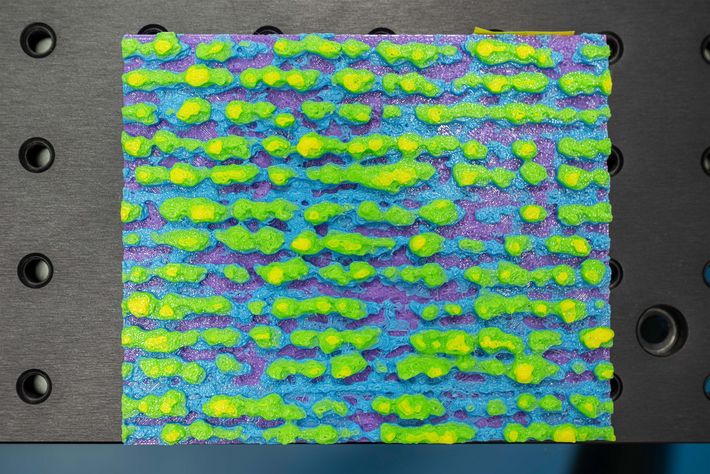
Winzige Hügellandschaften
Wie aber kann die Oberflächenstruktur Bakterien fernhalten oder Wasser abweisen? Lasagni erklärt dies anhand von Bildern, die mit einem extrem hochauflösenden Konfokalmikroskop gemacht wurden. Es zeigt: Die laser-strukturierten Oberflächen sind Berg-und-Tal-Landschaften in Miniaturform. Die Abstände zwischen den Spitzen seien entscheidend, erklärt Lasagni. «Wenn ein Bakterium zu gross sind, um zwischen zwei Spitzen Platz zu finden, kann es sich nur auf den Spitzen festhalten – so wird die Auflagefläche klein, es rutscht weg.»
In Lasagnis Laboren stehen diverse Laseranlagen zur Verfügung. Mit ihnen erforscht er die besten Methoden, um die gewünschten Effekte zu erzeugen. «Und wir arbeiten an der Geschwindigkeit», sagt er. Braucht es zu lange, um ein Werkstück wasserabweisend zu machen, wird die Methode nicht industriell verwendbar. Momentan liegt der – von ihm gehaltene – Weltrekord beim Lasern solcher Strukturen bei einem Quadratmeter pro Minute. Und weitere Fortschritte liegen in Reichweite.
Teil für Teil wird lasermarkiert
Intensiv untersucht Lasagnis Gruppe momentan, welchen Einfluss die Rauheit einer Oberfläche auf die Laserbearbeitung hat. «Die Metallteile, die wir bearbeiten, stammen vom Schrottplatz – sie sind nicht mehr glatt», sagt der Forscher. Erste Experimente zeigen laut ihm, dass die Rauheit der Oberfläche einen Einfluss darauf hat, wie viel Laserenergie für die Oberflächenfunktionalisierung benötigt wird.
Mit der Veredelungs-Technik stellt das Forschungsteam in Zukunft Metallbauteile her, die bessere Funktionalitäten aufweisen als die Ausgangsprodukte. Damit lasse sich der optische Nachteil, der mit dem Verzicht auf das Einschmelzen einhergeht, mehr als wettmachen, hofft Lasagni. Zumal er ein weiteres Ass im Ärmel hat. Laserstrukturen ermöglichen nämlich auch die Kennzeichnung der Bauteile. «Das ist einerseits wichtig im Upcycling-Prozess, wir müssen jederzeit wissen, welche Art von Metall in welchem Bauteil steckt», sagt Lasagni. Andererseits sind Bauteil-Informationen wie Zusammensetzung, Eigenschaften oder Herkunft auch für die Industrie interessant.
Auch aus diesem Teilprojekt haben die Laser-Experten bereits Fortschritte zu vermelden. Auf einem Labortisch steht eine armgrosse Konstruktion. Es ist eine Erkennungsoptik für die geplanten Lasergravuren. Lasagni legt ein bearbeitetes Metallplättchen darunter – und die Optik misst die Beugungswinkel, die durch die Laserstrukturen entstanden sind, und deren Positionen. Damit die eingelaserten Informationen geschützt bleiben, wollen die Forschenden sie in einer Nut verstecken und die Informationen in einem digitalen Zwilling ablegen.
Schritt für Schritt zur Modellfabrik
Nach und nach wird das Team nun die einzelnen Schritte ihrer Prozesskette entwickeln, optimieren und am Ende zusammenbringen. Dazu soll eine Modellfabrik mit einer Fertigungsstrasse dienen. An Beispielen lässt sich dort aufzeigen, wie aus bestimmten Ausgangsteilen automatisiert neue Metallbauteile entstehen. «Bevor Firmen unsere Methode anwenden, wollen sie sehen, dass sich die Prozesse für eine Produktion im grossen Massstab eignen», sagt Alexander Brosius.
Und die Idee eines Metall-Upcyclings in die Anwendung zu bringen, ist das grosse Ziel des Dresdner Teams. Ganz ohne ein gesellschaftliches Umdenken werde es aber nicht gelingen, sagt Brosius. «Heute wollen wir von allem nur das Neueste und Beste – jedes Teil muss makellos sein und darf keine Delle oder einen Fehler haben.» Die schmelzfrei produzierten Werkstücke aus Dresden aber werden nicht ganz glatt und eben sein. Für eine lackierte Aussenfläche eines Autos sind sie kaum geeignet. «Aber in anderen Fällen können wir uns von unseren optischen und ästhetischen Maximalansprüchen lösen», findet Brosius. Eine Ölwanne in einem Auto sieht man nicht. Sie muss nicht perfekt sein, sondern einfach nur halten und funktionieren.

