
From scrap metal to sophisticated material
Researchers at TUD Dresden are developing a completely new solution for recycling metal parts. In their “2ndLife Metal Components” project, which was recently awarded WSS funding, scrap metal is no longer melted down, but rather precisely cut, reshaped and laser-treated. The process not only lends old metal components a second life—it enhances their properties.
Pots and pans, tins, mobile phone casings and car bonnets—many of the most common and useful objects in our everyday lives are made of metal. Metal is robust, durable and—compared to plastic—fairly easy to recycle. However, most processes for reusing scrap metal involve melting down the material. “Operating melting furnaces accounts for most of the energy needed to manufacture a new component,” says Alexander Brosius, Chair of Forming and Machining Processes at the Dresden University of Technology (TU Dresden).
In collaboration with Andrés Fabián Lasagni, Chair of Laser-based Manufacturing at TU Dresden, Brosius is aiming to make the reuse and recycling of metal components more sustainable. In their project—2nd Life Metal Components—the two project leaders are developing recycling methods that bypass the melting process entirely, while also systematically lending the recycled metal parts improved properties. The Werner Siemens Foundation is financing the innovative research project with a total of thirteen million euros over the next eight years.
The researchers demonstrate how their innovative method works in the test hall and labs on the TU Dresden campus. Alexander Brosius has brought along an old oil sump from a commercial vehicle to illustrate the process. Roughly the size of a laundry basket, the oil sump is covered with dents and bulges—and represents precisely the kind of scrap metal part the researchers want to cut apart, reprocess and mould piece by piece into new components.
3D scanner as planner
What sounds simple, however, actually demands a complex chain of processing steps that will be developed in the project over the coming years. “Our first task is deciding which parts can be reused for what purposes,” Alexander Brosius explains. While the flat base of the oil sump could easily be refashioned into a component for a new workpiece, other sections have warps, gouges and irregularities that limit the possibilities for reusing them.
Brosius runs his finger along a few curved areas. “We could cut it here and here,” he says, “and then press it into a flat sheet.” Flattening scrap metal is a prerequisite for producing new sheet metal, so-called “blanks”, which can then be moulded into a new component. And cutting the metal in the right place prevents folds and cracks from forming during the flattening process—a step the engineers refer to as planarisation—when reworking a scrap metal part.
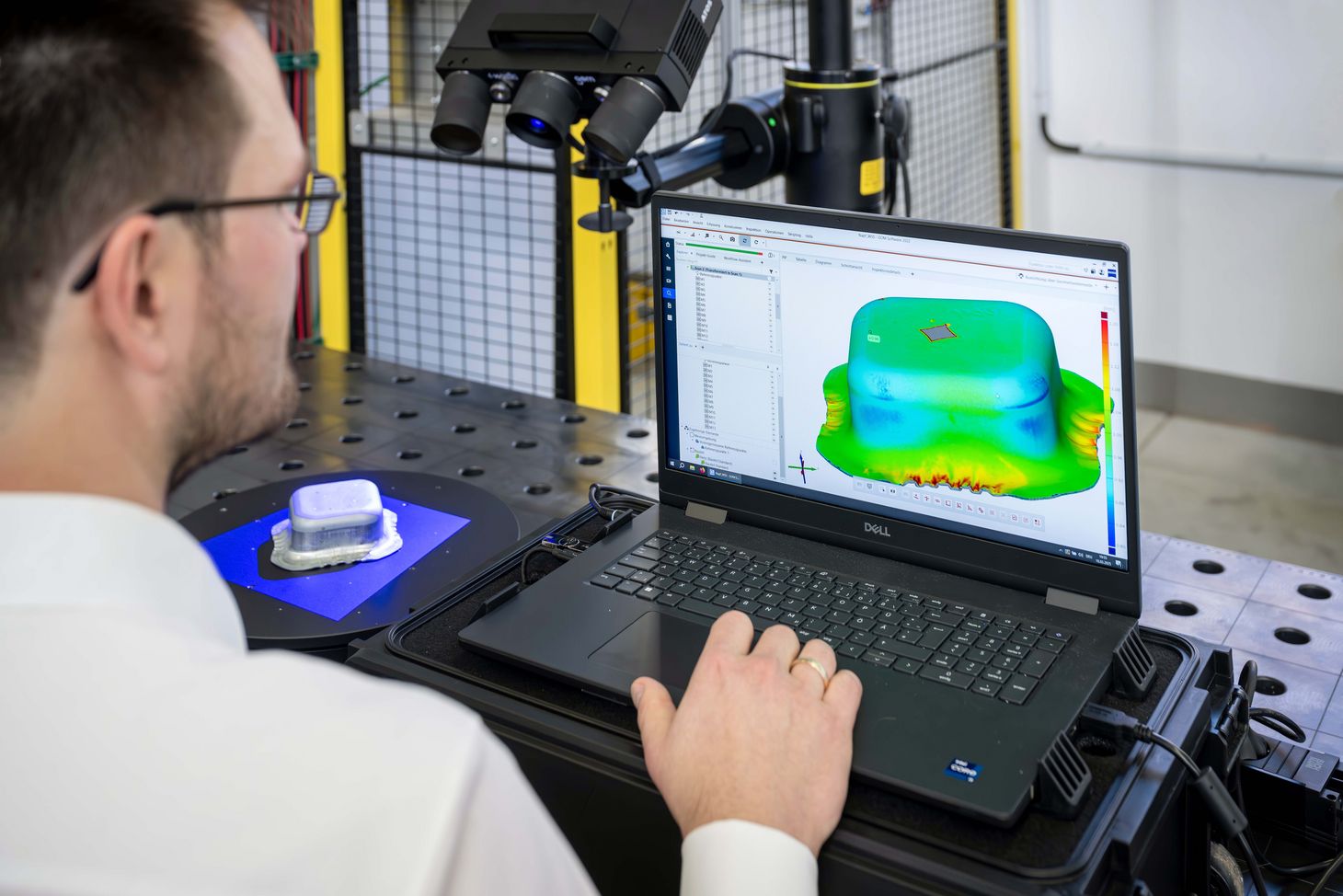
However, gauging the ideal cut by eye, as Alexander Brosius did in the demonstration with the oil sump, is naturally not a viable method for large-scale industrial application. Instead, decisions must be made on the basis of meticulous data, and the process must also be automated. Brosius’s team is developing a 3D scanning system for this purpose. To demonstrate how the set-up works, the researchers place an ashtray-shaped metal component on a rotary table. As the object rotates, a laser measures it from all angles. In the process, the laser beams generate a streaky pattern, and every dent, bulge or bend in the scrap metal is recorded as a corresponding change in the pattern. The end product is a three-dimensional image that documents every detail of the component’s geometry.
Cut and flatten
Despite this precision, however, the information still doesn’t provide a sufficient basis for deciding where to cut a piece of metal. Other properties must also be considered, including the component’s exact material—aluminium or steel, hard or soft steel, for example—and its thickness. The oil sump was manufactured from a single piece of metal, yet some of its sections are nonetheless thicker or thinner, softer or harder. Brosius says these irregularities are caused by forming processes during manufacturing: “It’s important to know what they are and to image them before deciding what a metal component can be used for.”
On the basis of the planned cuts, a computer program calculates what the metal will look like after flattening—only then can the piece be cut. This step is performed using a laser cutting machine in the test hall. Roughly the size of a table tennis table, the machine has a 3D laser cell that enables it to separate three-dimensional structures, as laser specialist Andrés Fabián Lasagni explains.
Tangram for pros
After the scrap metal has been cut apart and the pieces flattened, it’s time for the next step, in which several pieces are welded together to form a metal blank with the shape, size and material properties needed to form it into a new workpiece. This action is similar to solving a jigsaw puzzle or a tangram—albeit far more demanding—because shape, size, material and thickness vary from piece to piece. Even finding the appropriate order for welding the pieces together is challenging. In addition, it’s important to monitor sensitive areas in the blank being produced. Certain sections must be able to withstand particularly strong tensions when being formed into a three-dimensional workpiece like an oil sump; thin or soft metal pieces aren’t suitable for such sections.
The researchers are developing a program that identifies these sensitive areas in the blank. The program will then suggest a pattern for assembling the metal pieces that requires as few weld lines as possible, prioritises straight seams and prevents cracks from forming during the reshaping process. “The complexity of this step is so great that we don’t rely solely on computer-generated solutions,” Brosius says. “Instead, we also work with heuristics and logics so that we can optimise our models piece by piece.”
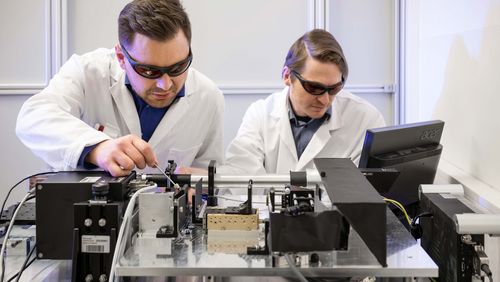
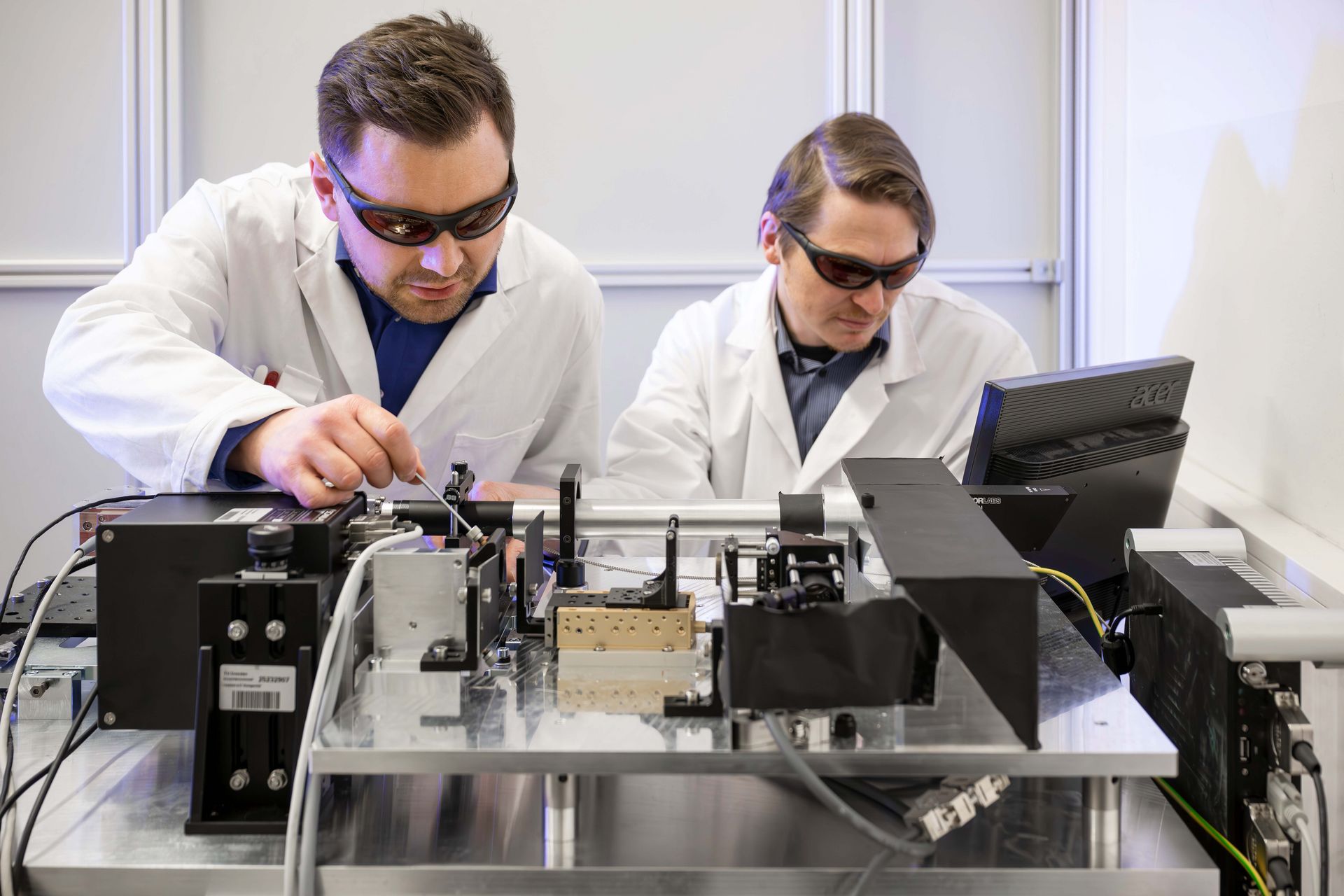
The welding process is carried out with lasers from the lab run by Andrés Fabián Lasagni, who says the greatest complications arise when two uneven pieces have to be connected: “They can react very differently within the same process parameters.” In such cases, he ensures that the optical properties of the two pieces are in alignment; this step is done with the same method for surface structuring that Lasagni uses later in the process to enhance the metal’s properties.

Wrinkled and torn
Once the metal blank has been welded together, it’s ready to be formed into a new component. This is done using the process of deep drawing—a forming method developed some two centuries ago that has become an indispensable feature in metalworking. In a stamping press, the edges of the blank are clamped between the blank holder and the die, then pressed into the desired shape by a punch—into the form of an oil sump, for instance.
Finding the ideal clamping pressure is one of the most complex variables in the deep drawing process. If the edges (flanges) of the sheet are clamped too loosely, they soon slip and start to wrinkle and form folds. And if they’re clamped too tightly, the material can tear. “Conventional deep drawing methods use copious amounts of lubricants to prevent wrinkling and tearing,” Alexander Brosius says.
The heart of the project
Over the past few years, Brosius has been developing a deep drawing process that functions entirely without lubricants. His method centres around wavy indentations in the blank holder and die, which he has designed so that the pieces nest precisely into each other. The set-up enables the blank to be clamped closer to the edges, reducing the contact surface of the flanges and increasing the blank’s range of motion. As a result, the blank flows more smoothly during deep drawing and is less prone to wrinkling. Without this novel innovation—called macrostructured deep drawing—the current WSS project would be inconceivable. Its greatest advantage is that even blanks with irregular thickness can be processed, as the more efficient clamping system creates greater leeway for the blank to move during the process.
In the test hall, the researchers clamped a blank made from sheet metal of two different thicknesses into their deep drawing press. At the press of a button, the blank is pulled over the punch at a force of up to two thousand three hundred kilonewton. After just a few seconds, Alexander Brosius is already holding a T-shaped container in his hands. Upon examining the piece, he notes that the metal isn’t yet perfect, pointing out two places: “Here you can see slight bulges that we need to get rid of.”
Brosius is planning to further develop his macrostructured deep drawing process over the course of the project. One step is to replace the grooves in the blank holder and die with another technique: he envisions a system in which the blank is clamped between offset rotating balls—which further reduces the contact surfaces at the clamps. “Another idea is that we could use balls of various sizes. That way we can prevent bulges from forming when too much tensile stress acts on certain areas of the sheets.”
Dry, clean, rust-free
The recycled component made of several pieces of scrap sheet metal is now complete. However, the researchers’ goal goes beyond merely recycling old metal parts. Their concept also includes “upcycling”—enhancing the recycled components with new properties. This is where the expertise accumulated by Andrés Fabián Lasagni and his research group comes in. Lasagni is specialised in laser-based surface functionalisation, and his work involves developing methods to render metals and other materials water-, dirt- and bacteria-repellent.
Such properties are produced using a laser that generates extremely fine surface structures which have a lateral resolution between one and ten micrometres. Direct laser interference patterning—a highly specific method—makes this possible, as Lasagni explains. Here, the laser beam is split into several partial beams that then overlap on the metal’s surface to form an interference pattern. These patterns create areas with high and low laser intensity: where more laser light falls, material is removed from the surface, whereas unilluminated areas remain untouched.
The resulting surface properties are impressive. In one of his labs, Lasagni picks up a piece of metal and sprays water on it. The water is immediately repelled and the metal remains completely dry. These types of non-wetting surfaces are of great interest in industry, as dirt particles are also repelled along with the water, rendering the metal corrosion-resistant. It’s also possible to create antimicrobial surfaces, which are highly useful in medtech applications.
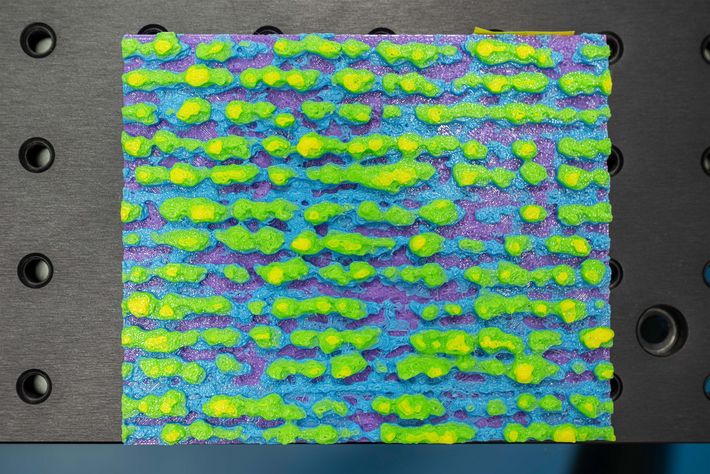
Miniature hillsides
But how exactly can a surface structure repel bacteria or water? Lasagni explains by showing images taken by an ultra-high-resolution confocal microscope in which the laser-structured surfaces resemble miniature mountains and valleys. The spaces between the "peaks” are the critical feature, Lasagni says: “If a bacterium is too large to fit between two peaks, it has to settle with holding on to one of them. But because the landing area on the peak is so small, the bacterium slides off.”
Lasagni’s labs house a wide range of laser systems that are used to identify which methods are most suitable for attaining a desired effect. “We’re also optimising speed,” he says. After all, if a method takes too long to render a workpiece non-wetting, it will never find industrial application. The current world record for lasering water-repellent patterns on metal—which Lasagni holds—is at one square metre per minute. He’s confident that faster results are within reach.
Individually laser-marked pieces
Lasagni’s group is now studying in detail how surface roughness affects laser processing. “The metal parts we process come from the scrapheap, so they’re no longer smooth,” he explains, adding that initial experiments indicate that surface roughness does indeed influence how much laser energy is required for surface functionalisation.
The refinement technique will be used to fabricate metal components with improved functionalities compared to the base material. Lasagni believes these enhancements will more than compensate for visual imperfections caused by not melting down the metal. Especially as he has another ace up his sleeve: laser patterns can also be used to label the metal parts. “On the one hand, labelling is important for the upcycling process, as it helps us to keep track of the different metals used to form each component,” Lasagni explains. And on the other hand, information about a component’s composition, properties or even its origin is interesting for the industrial firms that purchase the product.
The laser experts can already report positive results in this sub-project, too. Here, they work with an optical device for detecting the planned laser engravings. The device, which is roughly the size and shape of an arm, is sitting atop a lab table, and Lasagni places a processed metal plate beneath it. The tool then measures the diffraction angles and positions generated by the laser-structured surface. To ensure the laser-engraved information is protected, the researchers plan to hide such markings in a groove and store the data in a digital twin.
Towards a model factory
Step by step, the researchers are working towards defining, refining and integrating the individual stages in their process chain. To aid this work, they’re designing a model factory with production lines, where examples are used to demonstrate how specific scrap metal parts are transformed into new metal components via automated processes. “Before businesses adopt our method, they want guarantees that our process chains are viable for use in large-scale production,” Alexander Brosius says.
The Dresden team’s overall goal is to bring their idea of metal upcycling to industrial application. However, as Brosius points out, it won’t succeed without a broader shift in our general societal mindset. “Today, everyone wants the newest and best that’s out there. Everything has to be in pristine condition, free from any faults and flaws.” The workpieces created in the no-melt process in Dresden, however, will never be entirely smooth and uniform. Indeed, it’s unlikely they’ll ever be used for the painted and polished exteriors of cars. “But in other cases, we can take a step back from our perfectionistic aesthetic demands,” Brosius is convinced. After all, no one sees the oil sump inside a car. Such components don’t need to be pretty: stability and functionality are what count.

